
Are we in the golden age of sensor-based sorting?
It’s ironic that the oldest mineral processing method, hand sorting ore from gangue, has been one of the last techniques to be modernised and widely integrated into mineral processing flowsheets.
Getting surpassed by major advancements in technologies for hydrometallurgy, pyrometallurgy and physical separation, sensor-based sorting – a method of pre-concentration – has been quietly developing in the background and mostly overlooked. With improvements in materials handling as well as computing power and artificial intelligence (AI), sorting is poised to play a large role in an industry that sees increasingly lower-grade deposits, higher environmental responsibilities and regulations, and a thirst for optimisation and process efficiency.
The main question is simple – why use energy, chemicals and other resources to process waste if you can discard it up front?

Figure 1. De Re Metallica image depicting hand sorting. (Agricola 1556, p.268)
Figure 2. Newest Australian sorting installation at Pilbara Minerals, 2025.
The early renditions of sensor-based sorting (SBS) technology were mostly optical-based systems that replaced hand sorting. These were applied to low tonnage industrial minerals operations, with the simple task to sort different coloured material. These systems required well liberated feed, coarse particles, and an easy task for the sorting program to evaluate – an example would be separating out dark contamination from white filler rock.
This contrasts with current sorting operations where large plants utilise SBS to process several thousand tonnes per hour with thousands of individual particles sorted per second, all the while maintaining recoveries and improving the grades of material headed for the downstream plant.
The widescale adoption of SBS into the industry was met with hurdles of perception and a handful of unsuccessful projects, which poisoned the appetite for many to take a chance on the new technology. Much of the risk of implementing sorting has been mitigated by engaging in rigorous test work programs. When multiple-stage test work is performed on full-scale equipment using conditions as close as possible to operating reality – and most importantly with representative samples – the probability of failure is low. Sorting is now making its way into more metallurgical test work programs and being implemented into processing flowsheets, rather than tacked on as an afterthought.
There was also the perception that SBS wasn’t quite ready to meet the demands of the mining industry. The throughput requirements and harsh operating conditions made for a hostile environment. Over the last few decades, lessons learned from longstanding operations have allowed for more robust designs better suited for mining. From introducing stainless steel machines to mechanical reconfigurations of valves, today’s machines are tough enough to handle the task from gold, lithium, coal, diamonds, copper, quartz, tin, tungsten and more.
Perhaps more significantly, the throughputs achieved on modern sorters have been driven not only by mechanical changes but concurrently with faster and more efficient computing power. While much of the mining and processing trends have pushed vendors to make bigger equipment, the size of SBS equipment has remained relatively consistent, with major changes in the algorithms and ‘brains’ behind the machines making the biggest gains.
SBS relies on sensors – colour, X-ray transmission (XRT), LASER, among others – to provide a unique response when ‘seeing’ product versus waste. This requires a monolayer of material being fed through the sorter, so that every single rock can be properly detected, imaged, and ejected (or accepted).
One of the largest contributions to throughputs in SBS is called ‘belt occupancy’, or how tightly packed particles can be on the belt before a drop in performance is seen. The belt occupancy varies greatly from sorter make and model and is driven mostly by the algorithms and programming behind the sorter itself.
Recently, the implementation of AI and deep learning has transformed the limits of sorting, allowing for smarter and more efficient analysis of sensor responses. For example, TOMRA’s Obtain technology uses deep learning to generate artificial neural networks that analyse data and solve complex issues. This can improve sorting efficiency with increased detection precision by separating clusters or groupings of rocks that would have been previously identified as one singular rock. Belt occupancy can be increased thus improving the throughputs, while simultaneously increasing sorting grades and recoveries.
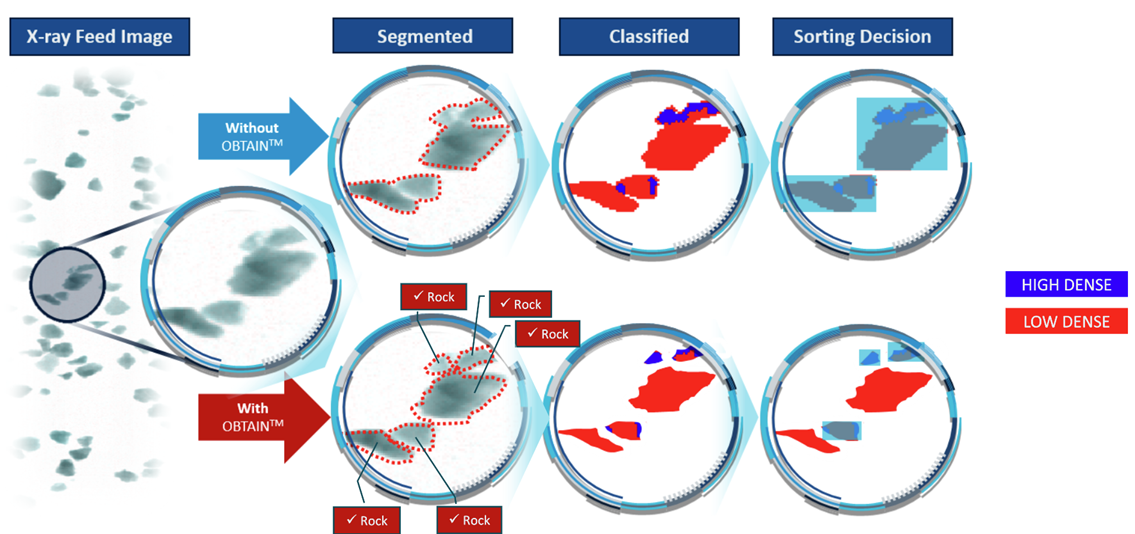
Figure 3. Example of using Obtain deep learning tool to help correctly identify individual rocks that are grouped together, thus allowing each individual rock to be analysed separately.
Figure 3 shows an example of an XRT application, where material was imaged and classified. In the case of XRT sorting, the atomic densities are used to segregate the product from the waste. High-dense material is shown blue, while low-dense material is displayed red. In the top row, two separate clusters of rocks are identified by the sorting algorithm as low dense. These clusters of multiple rocks will be identified as one, and thus will either be ejected or accepted in a group, rather than individually. This sorting inefficiency causes a loss of grades and recoveries depending on the circumstance, as ore particles are “entrained” in the waste or vice versa. It can be seen in the bottom row that the individual rocks are all identified correctly and can be individually separated.
The implications of these sorts of technology improvements are vast. Firstly, sorting is more efficient, improving the grades and recoveries of the process. Secondly, it allows for belt occupancies to be higher, as particles can now touch each other but not be grouped into a cluster. An example of this improvement was witnessed with a magnesite producer whose main target for sorting was to produce a pure magnesite product by ejecting waste. While the operator was always able to make a high purity product that met specs via sorting, there were some recovery losses when high grade particles touched lower grade particles, as these were treated as one rock and ejected as waste to ensure purity specifications. Application of the new technology saw the grade of the product remain consistently high while the recovery was greatly improved, with less product lost to waste. As AI continues to get more sophisticated, new developments and advancements in sorting algorithms are already underway and will continue to make vital contributions.
It is important to note that sorting is not for every project. Deposit heterogeneity and liberation at a sortable size are two key factors in determining sortability. If these two are met, it’s valuable to ask the question: is it worth the energy, reagents and water needed to process waste in the wet plant? Or should it be left whole and rejected as coarse waste via sorting? With advancements in technology, learning from sorter deployments and the application of artificial intelligence and deep learning, sorting is poised to become a mainstay in processing flowsheets if given the chance to succeed.