
Enhancing dragline safety: a multi-layered proximity detection system
A version of this paper was originally published in the International Future Mining Conference 2024 Proceedings. The full proceedings are available to purchase and download from the AusIMM Digital Library here.
Seeking to reduce the likelihood of uncontrolled personnel entry into the operating footprint of a dragline, Coronado Global Resources (Coronado) initiated a review of proximity detection systems currently available and equipment interactions in and around dragline operational areas.
At the time of the assessment, there were no established personnel proximity detection systems in compliance with functional safety standards for large machinery in Australia. Our primary objective was to guarantee a functionally safe outcome, particularly by implementing a performance-level-rated system in accordance with AS4024 (Safety of Machinery series of Australian Standards).
Applying appropriate detection technologies, the goal was to reduce the residual operating risk for machine-to-machine and machine-to-personnel interactions. A comprehensive analysis of available or in-development technologies was conducted. A layered approach was adopted to achieve the desired risk reduction by segregating the sensing zones into distinct areas using diverse and disparate technologies consisting of radar (short); light detection and ranging (LiDAR) (medium); and optical (long). To address the potential limitations of each technology, overlapping layered sensing zones were designed. With LiDAR and optical using two distinct artificial intelligence (AI) systems to classify detections, these were specifically trained to handle the unique environments of a mining operation.
Criticality and urgency increases as the proximity to the dragline decreases. Optical sensors provide notifications enabling operators to track personnel/vehicles around the dragline; the LiDAR alerts the operator and proportionally reduces the swing reference depending on the distance of the detection from the dragline; and the radar removes the swing function entirely, further alerting the operator and locking out the swing functionality with reset procedures.
This article details more information about the project, which effectively reduces the risk of personnel/equipment interactions with draglines through reliable detection and failure mode design. The versatility of this scalable approach makes it applicable to other machinery within the mining industry where similar risks exist.
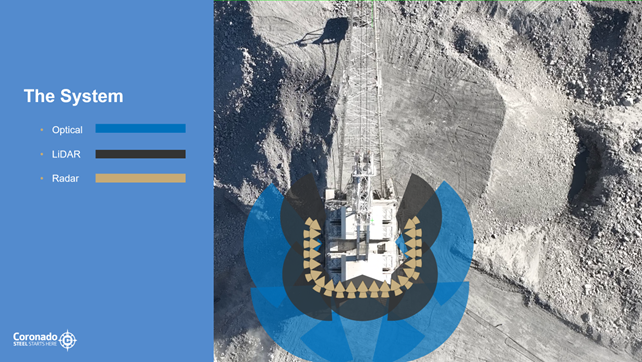
Figure 1. Dragline Proximity Awareness layered sensing zones. Source: Property of Coronado Curragh Pty Ltd. Not for further distribution or reuse.
Background information
Coronado Global Resources operates four draglines in its fleet, located at its Curragh mine in Queensland. Curragh is an open-cut mining operation, where coal extraction involves removing the overburden from the top down. Typically, open-cut mines are excavated on benches, which represent vertical levels of the pit. The height of the benches is determined by the machinery used to remove the overburden or product. It is in this context that the draglines operate.
Draglines can be seen as simple machines; however, engineering challenges arise due to their scale, which often push boundaries of material science. Coronado’s largest machine, the Marian 8750, has buckets that can typically lift 220 tonnes per cycle. It can lift material from 65 metres below ground level and throw it 60 metres above ground. The boom is 100 metres long, weighing 6800 tonnes. Coronado achieves a typical cycle rate (dig, lift, swing to spoil, dump, swing to dig face) of 80 seconds while running off an extension cable that delivers up to 20 megawatts (MW) of power from the grid.
The safety of personnel and equipment around heavy machinery in the workplace is the priority. Traditional operational methodologies or procedures may not provide operators with sufficient awareness of nearby personnel or equipment, creating potential risks. Currently, there is no solution in the market for a dragline that can be considered functionally safe according to recognised standards. In everyday terms, this means that everything has single points of failure or is strictly controlled administratively, which is the lowest control measure when considering the hierarchy of controls.
The Proximity Awareness System (PAS) aims to be an engineering control that addresses these challenges. It automatically notifies operators and takes appropriate action when personnel or equipment enter the defined operational zone around the machines, typically within the boom point. This system ensures a higher level of safety and minimises the risk of accidents in the mining environment.
Product overview
The PAS is a dragline-centric solution, which means all components are contained within the machine and do not require external connectivity or computation. Coronado’s approach involved implementing three discrete systems with overlapping sensing areas, which were integrated into a single user interface for ease of use.
Each system had its own design and deployment criteria and requirements, but they were all developed in parallel to ensure the shortest possible timeframe for completion. Coronado primarily used off-the-shelf parts readily available in Australia, ensuring easy maintenance and cost-effectiveness. This system is designed for scalability, making it easy to implement across its draglines.
Project approach
Coronado embarked on its dragline project journey in early 2022 through an ideation phase with multiple internal and external parties involved. The conversation was premised around current state of machine learning and methods of achieving a functionally safe outcome.
Given time constraints, the only viable approach was to pursue parallel paths. These paths included camera development, LIDAR development, radar development, functional safety development, software integration, human-machine interface (HMI), and infrastructure. In total, eight distinct and interwoven paths were pursued, with the main focus on sensor validation and deployment.
Challenges
Challenges, both obvious and hidden, include the scale of a dragline, as sensing zones that covered a large area around the machine needed to be designed. Additionally, complexities related to edge computation arose, as the system needed both the availability and raw computation power to process the large amount of data produced by the sensors and consumed by the algorithms.
Another challenge was the state of machine learning, as the aim was to create a system that was easy to deploy and maintain. Given that the system would be operating in an industrial environment, it was crucial to ensure that the sensors used were rated for such conditions.
To achieve the system outcome that is compliant with the relevant safety standards, such as AS4024, these challenges were carefully considered and addressed throughout the project to ensure successful implementation. Lastly, a significant challenge that was faced revolved around user adoption while introducing a new technology during the rollout.
Active optical, LiDAR, radar
The basic operational principles of active optical, LiDAR, and radar can be simply demonstrated with a boarding procedure. Pretend Person A reaches the camera’s active zones (50 metres), and Person B is in the chair operating the dragline. Person A’s activities are flagged to the operator’s cab on the HMI and the system actively tracks them until the next layer has an event, which is the LiDAR (25 metres). AI recognises Person A is, in fact, a person. The systems cross-check and validate that a control action is required. The control system starts applying a clamp to the slew reference to reduce the machine's top speed. As Person A steadily approaches the machine, the clamp is adjusted proportionally until reaching the boarding zone, where the machine stops and Person B confirms that Person A is okay to board. The last action occurs when Person A breaches the radars (5 metres), where all slew mechanisms are locked until a reset is completed. As Person A gets onto the machine, they verify that the zone breach is clear and reset the system. The dragline then goes back to work. The system works in reverse for personnel disembarking the dragline.

Figure 2. Dragline Proximity Awareness being triggered by a person entering the operational zone during validation process / commissioning. Source: Coronado Curragh Pty Ltd. Not for further distribution or use.
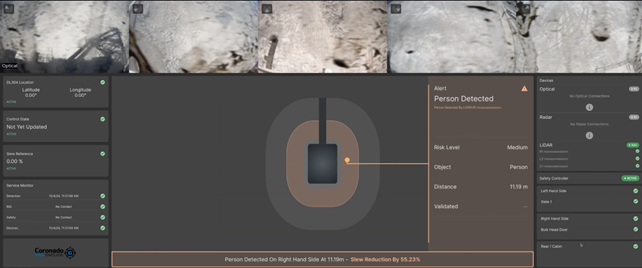
Figure 3. Dragline Proximity Awareness onboard Head Up Display (HUD) showing a person being detected by the LiDAR system and an active slew clamp being applied. Source: Coronado Curragh Pty Ltd. Not for further distribution or use.
Features/factors of the simple and diverse approach of the PAS include:
- Three distinct systems that have overlapping device sensing areas.
- All design, procurement of commentary and system validation was undertaken in parallel to achieve the shortest timeframe for completion.
- Dragline centric – all componentry is within the dragline operational systems and does not require external connectivity.
- Compliant Performance Level Rating (PL as per AS4024) – working with engineering partners to achieve the desired safety ratings for equipment.
- No single failure modes (includes system redundancies).
- Ability to scale out across dragline – copy and paste between draglines (within reason).
- Minimal downtime for installation – used dragline maintenance down days and specific outage for tie in.
- Every step has a validation gates process to complete before progressing (Across all sensing systems)
- Off the shelf parts – available in Australia.
Conclusion
The Proximity Awareness System (PAS) is a simple and robust proximity awareness system that notifies the operator to take an appropriate action automatically when personnel or equipment enter the operational areas of the machines. Coronado Curragh mine set out to provide an engineered solution to the problem for the slew mechanism of a dragline (in line with AS4034). This system ensures a higher level of safety and minimises the risk of accidents in the mining environment.